銷售咨詢熱線:138 2329 6875
歡迎來到東莞市翔贏機械科技有限公司!

銷售咨詢熱線:138 2329 6875

東莞市翔贏機械科技有限公司
聯系人:費建文
手 機:138 2329 6875 微信同號
Q Q:284327929 1023018421
郵 箱:284327929@qq.com
地 址:廣東省東莞市常平鎮盧屋村三聯中路19號希銳智能產業園
網 址:www.050129.com
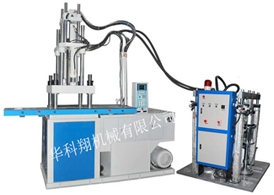
華科翔解析射出機的維護與保養
射出機是利用高分子材料(熱塑性和熱固性),加熱材料,使其達到熔融狀態,借用的壓力螺絲,模具材料的熔融狀態,然后在模具冷卻成型(熱固性材料,它是通過加熱材料形成,應注意材料的熱膨脹系數,使模具可以封閉范圍),這是最重要的和最廣泛使用的注塑技術。
不同的高分子材料都有自己的特點,這些材料制造條件非常不同,產生的作用也不同,這些因素將會影響成品的結構強度和彈性,因此在制造塑料制品,我們必須先知道產品用于理解函數,需要選擇合適的塑料材料,使用塑料材料必須注意材料收縮,因為每個材料收縮是不同的,這樣就不會導致成品尺寸的差異。

射出機的維護與保養
1。該泵的頂頭采用機械彈射和液壓頂升兩種形式,其中一些采用氣動彈射系統,頂出次數多次設置為單次、多次次。頂部可以是手動的,也可以是自動的。噴射作用是由停止開關啟動的。操作人員可根據需要調整控制柜上的時間按鈕。頂部的速度和壓力可以通過控制柜的開關來控制。頂針運動的前后距離是由行程開關決定的。
2。當熔融塑料注入到模具腔內,冷卻完成后,開啟模態控制,產品將以開啟模式被取出。開放的過程也分為三個階段。在第一階段,為了防止零件在腔內撕裂,模具被慢慢打開。第二階段是快速開放,縮短開放時間。第三階段是慢速驅動模式,以減少開模慣性的沖擊和振動。
3。聯合模態控制模塊是射出機的關鍵部分。注塑成型的基本要求是塑化、注射和成型。摘要塑化是實現和保證成型產品質量的前提。為了達到成型的要求,注射必須保證足夠的壓力和速度。同時,由于高噴射壓力,和相應的高壓腔(平均之間的空腔內的壓力一般在20 ~ 45 mpa),和夾緊是巨大的機械推力會死在一起,抵抗熔融塑料注塑工藝高壓注入和填充模具,模具的戲劇性的張凱里。
深圳二手射出機的結構具有全液壓和機械連桿式。無論它是一種結構形式,它的末端都是由連桿完全延伸來執行力的。連桿的矯直過程是活動板和后板的過程,也是四個拉桿的張力過程。